P921 is a metallic powder to be used as first layer with the Lastigun cold spray method.
Due to the exothermic reactions in the flame, the spraying particles are heated up more than any other powder, creating an unsurpassed bond strength on any base metal (carbon and alloy steels, cast iron, bronze, brass, ceramics and so on).
The temperature of the base metal itself does not reach 250 °C (480 °F) avoiding distortion or structural changes.
Anchoring layer beneath other ’cold’ spraying powders as P922 - P923 - P924.
(Also to be used as intermediate powder between layers of powders with different chemistry - e.g. when P922 is used for its ease of building up and a top layer of P924 has to be applied on top of P922, as the nickel base powder P924 gives better results when running in bronze bearings.)
Sprayed in higher thicknesses (up to 0.3 mm (0.01")) without other top coat, it can be used as oxidation resistant layer to protect surfaces against the influence of very high temperatures and temperature changes.
Hardness: 100-150 HB
Density of the deposit: approx. 8.4 g/cm³ (0.304 lb/cu.in)
Remove fatigued metal and roughen the surface to be sprayed by grit blasting, filing, roughly threading. Clean with degreasing agents to avoid any trace of oil or even fingerprints.
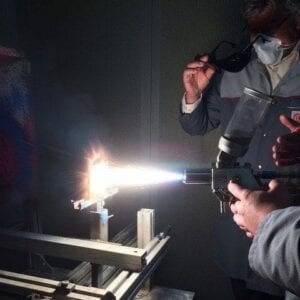
Preheat with a neutral flame to approx. 50 - 100 °C (120 - 210 °F) (the work piece rotating at a speed of approx. 20 meter a minute (65 ft/min)), and spray one layer of 0.1 mm (4 thou") thickness with P921.
Distance of the nozzle to work piece approx. 15 cm (6") - torch perpendicular on work piece - oxygen pressure approx. 4 kg/cm² (57psi), acetylene pressure 0.3 to 0.4 kg/cm² (4.3 - 5.7 psi) (tips n° 3 or 5).
Continue with the desired top coat (example: P922, P923, P924).